1. د خړوبولو پروسې درک کول: ساده حقایق

د بندولو تخصیص = زاویه * (T/ 180) * (ریډیس + K-فکتور * ضخامت) د بند تاوان = د بندولو الاؤنس- (2 * شاته سیټ)
دننه سیټ شاته = ټین (زاویه / 2) * د ریډیس بهر سیټ شاته = ټین (زاویه / 2) * (ریډیس + ضخامت)

1) په یوه کږه برخه کې ترلاسه شوي وړانګې په هغه اوږدوالي اغیزه کوي چې موږ یې باید هغه برخه پرې کړو (مخکې له ختلو څخه).
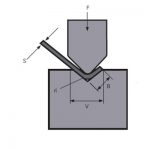
2) په خړوبولو کې ترلاسه شوي شعاع 99٪ د V خلاصیدو پورې اړه لري چې موږ یې کار کولو لپاره غوره کوو.
د برخې ډیزاین کولو دمخه او یقینا مخکې لدې چې د خالي ځایونو پرې کول پیل کړئ ، موږ باید په دقیق ډول پوه شو چې کوم V پرانستل به موږ د پریس بریک برخې ته د غورځولو لپاره وکاروو.

2. څنګه وړانګې په خالي ځایونو اغیزه کوي
یوه لویه وړانګه به زموږ د برخې پښې بهر ته "ټکی" کړي، دا تاثر ورکوي چې خالي "ډیر اوږد" پرې شوی.
یوه کوچنۍ وړانګه به یو خالي ځای ته اړتیا ولري چې باید "لږ اوږد" پرې شي د هغه په پرتله که چیرې وړانګې لوی وي.

3. د خړوبولو اجازه

د پورتنۍ شمیرې خلاص شوي خالي ځایونه به په لاندې ډول محاسبه شي:
B = 150 + 100 + 60 + BA1 + BA2
څنګه BA1 او BA2 محاسبه کړئ:
د ځړولو الاؤنس محاسبه کول
هغه برخه چې موږ ورته اړتیا لرو د دواړو پښو څخه یو ځل د فلیټ کیدو سره یوځل راټیټ کړو، هغه څه دي چې موږ یې په عمومي ډول د "بینډ الاؤنس" (یا په مساوات کې BA) په نوم پیژنو.

د بندولو تخصیص فورمول
د BA فارمول تر 90 درجو پورې د خړوبولو لپاره

د 91° څخه تر 165° پورې د خړوبولو لپاره د BA فارمول

iR= داخلي شعاع
S = ضخامت
Β = زاویه
Π = 3,14159265….
K = K فکتور
K فکتور
کله چې په پریس بریک کې ځړول کیږي د شیټ فلزي داخلي برخه فشار کیږي پداسې حال کې چې بهرنۍ برخه غزول کیږي.
دا پدې مانا ده چې د شیټ یوه برخه شتون لري چیرې چې فایبرونه نه فشار شوي او نه پراخ شوي. موږ دې برخې ته "بې طرفه محور" وایو.

د کنډک له دننه څخه غیر جانبدار محور ته فاصله هغه څه دي چې موږ یې د K فکتور بولو.
دا ارزښت د هغه موادو سره راځي چې موږ یې اخلو او دا نشي بدلیدلی.
دا ارزښت په برخو کې څرګند شوی. هر څومره چې د K فاکتور کوچنی وي، هغومره به بې طرفه محور د شیټ داخلي وړانګو ته نږدې وي.

K فکتور = ښه سمون
د K فکتور زموږ په ښکاره شوي خالي باندې اغیزه کوي. دومره نه چې د برخې وړانګې وي، مګر موږ کولی شو د دې په اړه فکر وکړو چې د خالي ځایونو لپاره د ښه سمون محاسبه ده.
هر څومره چې د K فاکتور کوچنی وي، هغومره نور مواد پراخیږي او له همدې امله " بهر ایستل کیږي"…. دا پدې مانا ده چې زموږ پښه به "لوی" شي.
د K فکتور اټکل کول
ډیری وختونه موږ کولی شو د K فاکتور اټکل او تنظیم کړو کله چې زموږ خالي محاسبې سم تنظیم کړو.
ټول هغه څه چې موږ یې کولو ته اړتیا لرو ځینې ازموینې دي (د غوره شوي V پرانیستلو په اړه) او د برخې وړانګې اندازه کړئ.
په هغه صورت کې چې تاسو اړتیا لرئ یو ډیر دقیق K فاکتور وټاکئ، لاندې ستاسو د کندې لپاره د دقیق K فاکتور ټاکلو لپاره محاسبه ده.

K فکتور: یو فورمول

د مثال حل کول:
B = 150 + 100 + 60 + BA1 + BA2
د K فکتور اټکل
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
دواړه موړونه 90° یا لږ دي:

یعني:
B1 = 3.14 x 0.66 x (6 + ((4×0.8)/2) – 2 x 10
B1 = -4.25
B2 = 3.14 x 0.5 x (8 + ((4×0.8)/2) – 2 x 12
B2 = -8.93
نو ځکه:
ب = 150 + 100 + 60 + (-4.25) + (-8.93)
B= 296.8mm
اړوند محصولات
 د پریس بریک ډیز له څه شی څخه جوړ شوی دی؟ د پریس بریک اوزارینګ څه شی دی؟
د پریس بریک ډیز له څه شی څخه جوړ شوی دی؟ د پریس بریک اوزارینګ څه شی دی؟- د پریس بریک تاج کول څه شی دی؟
- د هیدرولیک پریس بریک ماشین ټونج څنګه غوره کړئ
- د کانتون میله
- WILA د متوسط او ضخامت پلیټونو د مینځلو مؤثر حل
- د پریس بریک بیلینګ ماشین مناسب ډای څنګه غوره کړئ
- د دودیز خړوبولو ترتیب او د موډل ماشین مولډ ورځني کارونې مشخصات
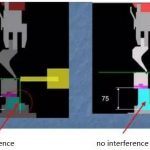
- ولې د پریس بریک بینډنګ ماشین ته د خسارې سیسټم اضافه کړئ
- د CNC د مینځلو ماشین مهارتونه وکاروئ
- Calculation of the Bending Force During Free Bending of Sheet Metal Bending Machine